





DIE LASER MATTIERUNG IM DETAIL
Die Oberflächenbearbeitung von Glas mittels Laser hat viele Namen, zum Beispiel: „Mikromattierung“ – „Micro-Spotting“- „Oberflächengravur“ oder „Co2-Gravur“.
Die Namen sind unterschiedlich, die Technik ist immer die Gleiche.
Die Bezeichnung Co2 (= Kohlendioxid) beschreibt, dass die Laserdiode mit eben diesem Gas gefüllt ist und dadurch einen Strahl mit bestimme Wellenlänge erzeugt (10.600 nm).
Diese Art Laser gibt es von einigen wenigen Watt z. B. für die Gravur von Kunststoffen bis zu mehren Kilowatt für z. B. das Schneiden von Stahl bis 30 mm Plattenstärke.
Die Cerion GmbH aus Minden hat in Zusammenarbeit mit dem LZH (Laser Zentrum Hannover e. V.) in Hannover diese vorhandene Technik soweit optimiert, dass eine industrielle Bearbeitung von Flachglas in hoher Qualität wirtschaftlich geworden ist.
Ähnlich der Laserinnengravur wird in der Laserdiode ein gepulster Laserstrahl erzeugt, der über starre Umlenkspiegel in einen Galvanometer-Scanner geleitet wird. Der Galvoscanner besteht im wesentlichen aus 2 beweglichen Umlenkspiegeln, die über CAD Daten angesteuert werden. Über die Schrittweitenbegrenzung der Spiegel resultiert ein „Scanfeld“ – das ist der Bereich den der Laserstrahl nur durch Verstellung der Spiegel erreichen kann, bei unserem Laser ist das ein Feld von ca. 50 x 50 mm. Der Laserstrahl ist kein einzelner Strahl, sondern ein paralleles Lichtstrahlbündel in der Fachsprache kohärent genannt. Dieses Strahlbündel wird, bevor es auf die Glasoberfläche trifft, durch eine Linse geleitet und dadurch direkt auf der Glasoberfläche fokussiert.
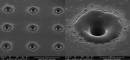
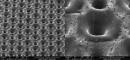
Der physikalische Effekt, wenn ein gepulster Laser mit 200 W Leistung für 4-5 Nanosekunden auf die Glasfoberfläche fokussiert wird besteht darin, dass sich das Glas schlagartig durch die Erwärmung ausdehnt und abplatzt. Das besondere an den Cerion Lasern ist, dass die Parameter wie Pulslänge und -verlauf, Amperestärke, Lasertriggertime usw. soweit optimiert wurden, dass die rauen Kanten der verletzten Glasoberfläche wieder verschmolzen werden (siehe Bild).
Die Optik der Laseroberflächengravur wirkt anders als die sandgestrahlter Flächen, sodass auch auf zuvor sandgestrahlte Flächen Laser-Dekore erzeugt werden können, die sich deutlich abheben. Durch die hohen Auflösungen und Konturschärfen lassen sich auch Fotos und Grafiken einfach und ohne Qualitätsverlust auf Glas darstellen.
L A S E R …
… ist übrigens ein Kunstwort und setzt sich aus den Anfangsbuchstaben der englischen Bezeichnung Light Amplification by Stimulated Emission of Radiation (Lichtverstärkung durch stimulierte Emission von Strahlung) zusammen und beschreibt den physikalischen Vorgang, der zur Erzeugung von Laserstrahlung führt.
ANWENDUNG DER CO2 OBERFLÄCHENGRAVUR AUF
- Floatglas
- Weißglas
- Verbundglas
- Einscheibensicherheitsglas (ESG)
- Spiegel
FÜR DIVERSE PRODUKTE WIE
- Ganzglastüren
- Spiegel
- Glasmöbelfronten
- Lichtausschnitte
- Tischplatten
- Duschkabinen
- Raumteiler
- Balkongeländer
- Brüstungen
AUSSER GLAS KÖNNEN WIR MIT DEM CO2-LASER AUCH
- Spiegel entschichten
- Holz gravieren
- Metall gravieren
- Trinkgläser gravieren
- Acryl (PMMA) gravieren und schneiden
- gezielter Farbabtrag von beschichteten Oberflächen